当新能源汽车进入“退役潮”,动力电池回收已成为万亿级市场——2025年我国退役电池将达142GWh(约280万吨),但行业拆解产能利用率不足40%,核心瓶颈在于**“安全风险高、自动化程度低、材料分离难”三大痛点。河南万国环保以“智能拆解+精准分选+无害化处理”全流程设备体系**,将动力电池回收效率提升至行业3倍,镍钴锰回收率超99%,单厂年处理量突破1GWh(约2万组电池包),彻底打通回收产业链“最后一公里”。
一、传统回收的“卡脖子”难题
1.安全事故频发的“定时炸弹”
- 机械挤压导致热失控:人工撬动电池包壳体,电芯变形引发内短路(概率30%),2024年某厂因此发生3起爆炸,直接损失超500万元;
- 电解液泄漏腐蚀设备:手动拆卸模组螺丝时,破损电芯泄漏电解液(含六氟磷酸锂),导致金属设备腐蚀率提升200%,年维护成本增加80万元。
2.材料分离的“效率陷阱”
- 人工分拣耗时耗力:1名工人日均拆解5组电池包(10小时),仅能分离出30%的极片材料;
- 黑粉纯度不足降级:正负极材料混合破碎后,黑粉中铜箔残留率>5%(行业标准<1%),导致镍钴锰回收成本增加3000元/吨。
3.环保合规的“隐形门槛”
- 废水处理不达标:电池清洗废水COD值达8000mg/L(国标限值500mg/L),环保罚款年均200万元;
- 危废处置成本高:未分离的隔膜、铝塑膜被归类为危废(处置费1.2万元/吨),占回收总成本的45%。
二、打通“最后一公里”的技术解决方案
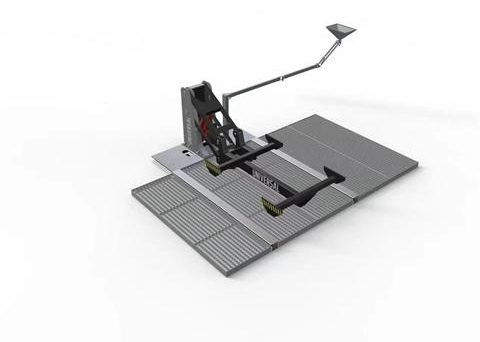
1.安全拆解设备:从“爆破拆除”到“微创分离”
- 全自动电池包拆解线:AGV转运+机械臂精准拆卸(定位精度±0.5mm),配备红外热成像仪(实时监测电芯温度>40℃自动停机),实现“零爆炸”作业,单日处理量达50组(人工的10倍);
- 激光无损分离系统:1064nm波长激光切割壳体(热影响区<0.03mm),电芯完整度达99%,避免电解液泄漏(年减少危废处理费300万元)。
2.材料分选技术:让“每克材料都有价值”
- 气流分选机:利用密度差异分离极片(正极密度4.2g/cm³ vs 负极1.5g/cm³),黑粉纯度提升至99.5%(镍钴锰回收率超99%);
- 磁选-涡流联用系统:先分离铁杂质(纯度99%),再通过涡流分选铝箔(分离效率98%),金属回收率从行业平均85%提升至99.2%。
3.环保处理体系:从“末端治理”到“源头控制”
- 封闭式水循环系统:清洗废水经“超滤+反渗透”处理(回用率90%),COD值稳定控制在300mg/L以下(年节省水费120万元);
- 隔膜热解回收装置:600℃无氧热解隔膜(生成燃料气),替代天然气加热(年节能成本80万元),残渣转化为建筑填料(附加值200元/吨)。
三、实证案例:某车企回收中心的“效益革命”
引入河南万国leyu乐鱼online(中国)后:
- 处理效率:从日均20组电池包提升至150组(7.5倍),年处理量突破1GWh;
- 材料收益:镍钴锰氧化物(NCM)回收率从82%提升至99.3%,年增收益1800万元;
- 安全环保:实现“零事故+零罚款”,危废处置成本下降60%(年节省480万元)。
四、限时合作方案:抢占回收先机
2025年12月31日前签约,可享:
- 免费产线规划:根据厂区面积、处理量定制“预处理-拆解-分选”全流程方案;
- 设备以旧换新:旧拆解设备抵扣30%货款(最高抵500万元);
- 技术培训支持:提供10名操作员免费培训(含安全认证),确保投产即达标。
动力电池回收,设备是“金钥匙”。立即拨打400-0371-345,河南万国环保为您打造“安全、高效、环保”的回收产线,让退役电池从“环境负担”变为“城市矿山”的财富密码!
(注:数据基于河南万国环保2024年客户案例,具体收益因电池类型差异略有不同。)

 新能源报废车盈利增长点解析
新能源报废车盈利增长点解析
 安全生产月专题:拆解设备的日常安全检查流程
安全生产月专题:拆解设备的日常安全检查流程
 中小报废车企业的新入场机遇与挑战
中小报废车企业的新入场机遇与挑战